Būgninis vulkanizatorius yrataspagrindinė guminių lakštų, konvejerių juostų, guminių grindų ir kt. gamybos įranga. Produktas vulkanizuojamas ir formuojamas aukštoje temperatūroje ir aukštu slėgiu. Jo pagrindinės sudedamosios dalys yra pagrindinis vulkanizavimo būgnas, prispaudžiamoji plieninė juosta, pavaros volelis, įtempimo volelis ir kt. Plieninė juosta atlieka svarbų vaidmenįinperduoda slėgį ir šilumą vulkanizacijos procese ir yra svarbus komponentas, užtikrinantis produkto kokybę.
Būgniniuose vulkanizatoriuose plačiai naudojami grūdinti nerūdijančio plieno diržai pasižymi puikiomis eksploatacinėmis savybėmis: reprezentatyviausias yra „Mingke MT1650“, kur 1650rodo, kad tempiamasis stipris tasplienasis1650 N/mm²martensitinis nerūdijantis plienasRemiantis plieninės juostos skerspjūvio plotu, galime apskaičiuoti plieninės juostos ribinę tempimo jėgą. Plieninės juostos tempiamasis stipris yra tik orientacinė vertė, o jos patiriama tempimo jėga yra tiesiogiai susijusi su eksploatavimo trukme. Be to, faktinis plieninės juostos eksploatavimo laikas, tipassPagamintų produktų skaičius ir kasdienė plieninės juostos priežiūra yra veiksniai, turintys įtakos plieninės juostos tarnavimo laikui.
Tobulėjant technologijoms, „Mingke“ pagamintas MT1650 martensitinis nerūdijantis plienas buvo brandžiai naudojamas būgniniuose vulkanizatoriuose, o tai ne tik pasiekė Europos gamybos lygį, bet ir turėjo daugiau ekonomiškumo pranašumų. „Mingke MT1650“ nusodintu būdu grūdinamas nerūdijantis plienas yra mažai anglies turintis nusodintu būdu grūdinamas martensitinis nerūdijantis plienas, kurio pagrindą sudaro chromas.,nikelio,varis. Jis daugiausia pasižymi didelio stiprumo savybėmis, geru atsparumu korozijai, nėra lengvai deformuojamas termiškai apdorojant ir išlaiko didelį stiprumą, kol temperatūra pasiekia apie 316 °C (600 °F). Tuo pačiu metu plieninė juosta yra lengvai remontuojama.DIšsamus našumas yra toks: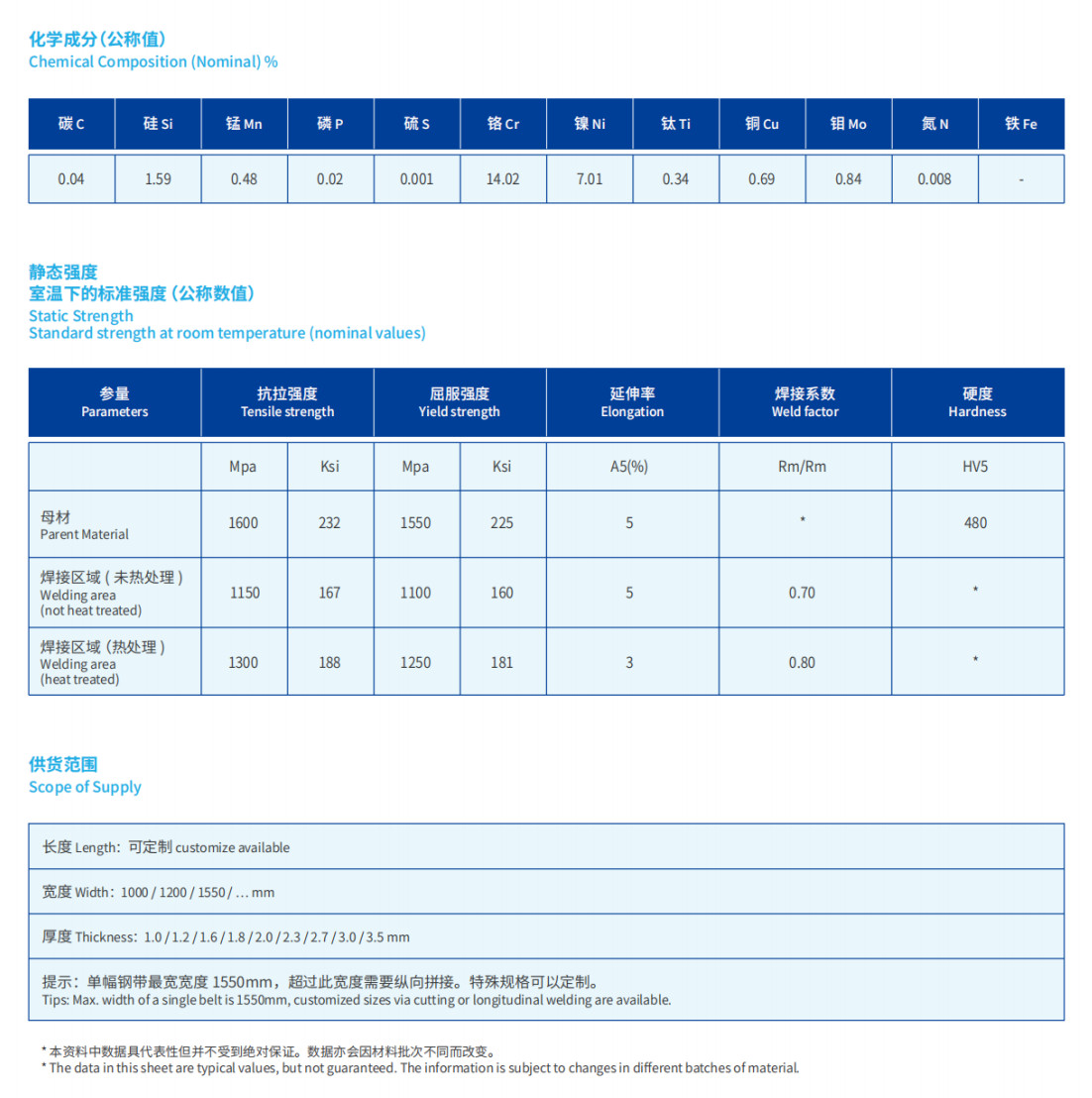
PalygintatoVietinio plieno vielos lipnios tinklelio juostos pasirinkimas turi šiuos akivaizdžius privalumus:
1) Plieninis diržas tarnauja ilgai, yra atsparus aukštai temperatūrai, nėra lengvai pailginamas, o priežiūra yra paprasta ir patogi, o plieninės vielos lipniąją tinklelio juostą reikia perklijuoti per trumpą laiką, o tinklelio juostą lengva pailginti;
2) Plieninės juostos pagamintų gaminių paviršiaus kokybė yra gera, o lygumas ir lygumas gali pasiekti aukštus apdorojimo tikslumo reikalavimus;
3) Plieno juostoje nėra klijavimo proceso, o įranga iš esmės gali palaikyti 24 valandų nepertraukiamą veikimą, pasiekdama didelį gamybos efektyvumą;
4) Plieninės juostos paviršius gali pasiekti aukštą apdorojimo tikslumą, kad atitiktų aukštos kokybės gaminių poreikius;
5) Plieninę juostą lengva prižiūrėti, ją galima nuimti iškasus ir pataisius, o vėliau užtaisius naują lopą. Didelius plotus galima nupjauti išilgai ir vėl suvirinti į naują plieninės juostos dalį.
6) Mažas iškilimassPlieno diržas taiko šilumos susitraukimo metodą, kuris gali labai pagerinti plokštumą.
7) Jei plieninė juosta deformuojasi išilgai viso plieno juostos ilgio, nėra gero priežiūros metodo. Nebent būtų taikoma išilginio sujungimo technologija su sudėtingu procesu, tačiau sudėtingo proceso kaina būtų didelė.
Kaip geriau naudoti plieninį diržą?
Plieninių diržų naudotojai labai nerimauja dėl plieninių diržų tarnavimo laiko, todėl apibendrinome šiuos su plieninių diržų tarnavimo laiku susijusius punktus, tikėdamiesipagalbageriau supraskite mūsų plieninius diržus.
Fpirmiausia, plieninis diržas patirs per didelį įtempįvaliapaveikti tarnavimo laiką.
Koks yra geriausias plieninio diržo įtempis? Žinoma, kuo mažiau įtempio atlaiko plieninis diržas, tuo ilgesnis jo tarnavimo laikas, o tai turėtų būti derinama su naudotojų poreikiais gaminti gumos gaminius. Apskritai, MT1650 plieninio diržo pritaikymas DLG-...7Pavyzdžiui, Šanchajaus gumos mašinų gamyklos Nr. 1 00X1400 įrangai dauguma gamybos naudotojų nustato hidraulinio manometro vertę maždaug ties 15–20 MPa. Be to, dėl skirtingų hidraulinių cilindrų, kuriuos būgninis vulkanizatorius naudoja prailginimo voleliams palaikyti, skersmenų, konkrečios vertės taip pat skirsis. Dėl konkrečių verčių, nurodytų būgninio vulkanizatoriaus hidraulinėje lentelėje, kreipkitės į įrangos gamintoją.
Antra, daugelis vartotojų mano, kad kuo storesnis plieninis diržas, tuo ilgesnisjo gyvavimo trukmėprieš perkant, kas iš tikrųjų yra nesusipratimas. Nors storas plieninis diržas gali atlaikyti kietų daiktų poveikį medžiagai ir nėra lengva pagaminti didelių duobučių, storas plieninis diržas turi didelį lenkimo kreivumo spindulį, todėl yra jautresnis nuovargio pažeidimams, atsirandantiems dėl pakartotinio lenkimo, o lenkimo įtempis yra didesnis, todėl storesnis plieninis diržasgali neturėti ilgesnio tarnavimo laiko.
Be to, po plieninės juostos montavimo nerekomenduojama iš karto reguliuoti slėgio iki gamybai reikalingos vertės, o slėgį reikia palaipsniui didinti iki normalaus veikimo. Plieninės juostos temperatūra taip pat turėtų būti palaipsniui didinama, kad sumažėtų vidinė įtempimo deformacija, kurią sukelia šiluminis plėtimasis ir susitraukimas, o šildymo įtaiso negalima įjungti, kai vulkanizatorius nustoja veikti.
Galiausiai, jei šios sąlygosnekreipiama dėmesionaudojimo metu plieninis diržas taip pat yra linkęs į pažeidimus:
1) Dėl netinkamo naudojimo plieninė juosta gali būti smarkiai pažeista. Jei guminė medžiaga iš dalies persidengia, į būgno vulkanizatorių pateks pašalinių daiktų, tokių kaip techninės priežiūros įrankiai, kurie sukels lokalią plieninės juostos deformaciją ir paliks žymes gaminio paviršiuje.
2) Techninės priežiūros intervalas yra per ilgas, todėl plieninio diržo paviršių reikia valyti kas savaitę.
3) Prasta vulkanizuotų žaliavų kokybė. Taip yra daugiausia dėl per didelio vietinio įtempio, kurį sukelia žaliavoje esančios kietos svetimkūniai.
4) Įranga veikia netinkamai. Pavyzdžiui, dėl įvairių priežasčių atsiradęs plieninio diržo nuokrypis sukelia plieninio diržo raukšlėjimąsi.
5) Plieninės juostos kraštas sudaroaštruskampas, dėl kurio susikaupia įtempiai ir atsiranda įtrūkimų
6) Plieninė juosta prastai išvalyta,supašaliniai objektai, prilipę prie plieninio diržo vidinio paviršiaus
7) Gumos gaminys yra siauresnis nei plieninio diržo plotis, o vulkanizuoto gumos gaminio kraštas ilgą laiką veikia tą pačią plieninio diržo padėtį.
8) Rankinio reguliavimo volelio amplitudė yra per didelė arba būgno vulkanizatorius dažnai reguliuojamas
Keletas svarbių būgno vulkanizatorių skaičiavimų
1. Būgno skersmuo ir ilgis
Būgninis vulkanizatorius užbaigia produkto kaitinimą, slėgio padavimą ir vulkanizavimą ant vulkanizavimo būgno. Todėl vulkanizavimo būgno skersmuo ir ilgis yra vieni iš reprezentatyviausių parametrų.
- Įprastos pagrindinio būgno skersmens specifikacijos yra 350, 700, 1000, 1500 ir 2000 mm. Pagrindinio būgno ir pagalbinio būgno skersmens santykis yra: D0 = 2/3D, o pagalbinio būgno D0 neturėtų būti per mažas, kitaip tai turės įtakos prispaudimo juostos lenkimo nuovargio laikui. D0 yra per didelis, todėl mašina yra gremėzdiška ir nepatogu valdyti. Remiantis aukščiau pateikta analize, plieninės vielos klijų prispaudimo juostai pakabinti pagrindinio būgno D skersmuo D = 700–1000 mm yra tinkamas;
- Plonoms plieninėms juostoms tinkamas ilgis yra D = 1500–2000 mm. Pagrindinio būgno ilgis,
- Atsižvelgiant į vulkanizuoto gaminio plotį, tuo pačiu metu reikėtų atsižvelgti ir į standumo problemą, todėl jo ilgio ir skersmens santykis neturėtų būti per didelis, paprastai L/D = 1–3 yra tinkamas.
Antra, slėgio juostos ilgis ir storis
- Spaudimasdiržasyra pagrindinis komponentas, užtikrinantis produkto vulkanizavimo slėgį, o jo plotis nustatomas pagal maksimalų vulkanizuoto produkto plotį.
-Spaudžio trukmėdiržasapskaičiuojamas pagal vulkanizatoriaus struktūrą, o ilgiui L mažėjant, slėgio tarnavimo laikas ilgėja.diržasproporcingai mažėja.
- Slėginio diržo storis taip pat tiesiogiai veikia plieninio diržo tempiamąjį stiprumą, lenkimo stiprumą ir nuovargio tarnavimo laiką. Todėl tai, ar jis tinkamas, ar ne, tiesiogiai paveiks būgno vulkanizatoriaus veikimą.
- Apskaičiuota optimali δ vertė yra:
δ =(PDD0 /2E)1/2
δ – slėgio storisdiržascm
P-vulkanizacijos slėgis kg/㎠
D - Vulkanizavimo būgno skersmuo cm
E – Plieno juostos tamprumo modulis, kg/㎠
D0 – Mažiausias ritinėlio skersmuo, per kurį praeina prispaudimo diržas, paprastai cm, atitinkantis viršutinio ir apatinio reguliavimo ritinėlių arba įtempimo ritinėlių skersmenį.
3. Plieninio diržo įtempimo apskaičiavimas
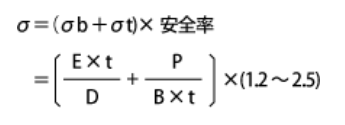
E: Elastingumo koeficientas (kgf/mm2)
P: Plieno diržo įtempimas (kg)
D: Skriemulio skersmuo (mm)
B: Plieno juostos plotis (mm)
T: Plieno juostos storis (mm)
Pavyzdžiui, „Shanghai Rubber Nr. 1“ gamyklos standartinis mažas sieros būgnas, mažo būgno skersmuo 400 mm, didelio būgno skersmuo 700 mm, cilindro skersmuo 100 mm. Slėgis pasiekiamas 20 MPa. Plieninės juostos dydis yra: 7650 * 1,2 * 1380 mm, tada skaičiavimas yra toks: paveikslėlis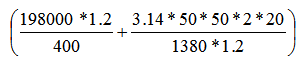 = 783,61 (mažesnė nei suvirinimo siūlės takumo riba 1100 MPa)
= 783,61 (mažesnė nei suvirinimo siūlės takumo riba 1100 MPa)
σ turėtų būti mažesnis už plieninės juostos suvirinimo padėties stiprumą
Jei turite klausimų arba reikia daugiau informacijos, nedvejodami susisiekite su mumis ~
Įrašo laikas: 2025 m. kovo 11 d.